
Литье металла под давлением против Литье под давлением
2025-01-09
Литье металла под давлением по сравнению с Литье под давлением — В чем разница
Литье металла под давлением и литье под давлением – оба эти метода являются выдающимися способами создания высококачественных металлических деталей. Несмотря на схожее назначение, каждый из них имеет свои плюсы и минусы и лучше работает в разных ситуациях.
Что такое литье под давлением металла?
Метод литья под давлением металла (MIM) работает по принципу, аналогичному литью пластмасс под давлением, и был изобретен Рэймондом Уэлчем в 1970-х годах. Одно из самых больших различий между ними заключается в том, что в MIM используется металлический порошок, который смешивается с пластиковым связующим, которое затем выжигается и удаляется, в то время как при литье пластмасс под давлением в смесь можно добавлять определенные добавки, такие как стекло или керамические волокна, но они остаются внутри для улучшения качества детали.
В MIM смесь металла и связующего подается в цилиндр, внутри которого шнек проталкивает ее через сужающееся пространство и, в свою очередь, сжимает по мере продвижения к форме. Это сжатие приводит к выделению тепла, как и сам барабан, что в конечном итоге приводит к расплавлению пластикового связующего, которое помогает металлическому порошку попасть в форму. Когда расплавление завершится, шнек переместится назад, а затем вытолкнет материал в форму, состоящую из двух частей, которая будет плотно зажата. Когда отформованная деталь остынет (она известна как зеленая часть), ее извлекают.
Следующим шагом является удаление связующего, при этом остаются некоторые пробелы, которые можно заполнить путем спекания. Затем зеленая часть подвергается воздействию определенных растворителей или катализатора, а также высокому нагреву, который удаляет связующее. Оставшаяся часть называется коричневой частью. Затем эту коричневую деталь помещают в печь, где частицы металла сплавляются друг с другом в процессе спекания. Это придает изделию прочность и плотность. Однако за это время деталь может дать усадку примерно на 15-30%, в зависимости от материала. После спекания деталь приобретает свои окончательные механические свойства. Это пример деталей, созданных с помощью MIM:

MIM – это отличный способ изготовления небольших и довольно сложных по своим характеристикам деталей. Для этого также не требуется расплавленный металл, как для других методов. Это связано с тем, что в процессе спекания используются только высокие температуры. Это также хорошо, потому что вы можете использовать материалы с действительно высокой температурой плавления, не беспокоясь о том, как обрабатывать их в расплавленном виде. К некоторым потенциальным недостаткам MIM можно отнести то, что эти станки и их инструменты, как правило, дороги. Формы не служат слишком долго из-за абразивного характера металлического порошка, и детали требуют довольно длительной последующей обработки, что также увеличивает стоимость. Кроме того, как уже упоминалось, детали дают значительную усадку. Поэтому вам нужно будет заранее принять это во внимание, чтобы убедиться, что детали соответствуют вашим требованиям по размеру.
Что такое литье под давлением?
Это очень похоже на MIM, поскольку литье под давлением – это способ изготовления металлических деталей путем заливки расплавленного металла в форму. История этого метода началась в 1838 году, когда он был впервые изобретен, а затем запатентован в 1849 году. Впервые этот метод был применен для получения свинца и олова, а в 1914 году появились алюминий и цинк. Сегодня он также подходит для магния, меди и кремния, но применяется только для цветных металлов. Тем не менее, если вы действительно хотите, вы можете попробовать литье под давлением черных металлов, но это не очень распространенное явление.
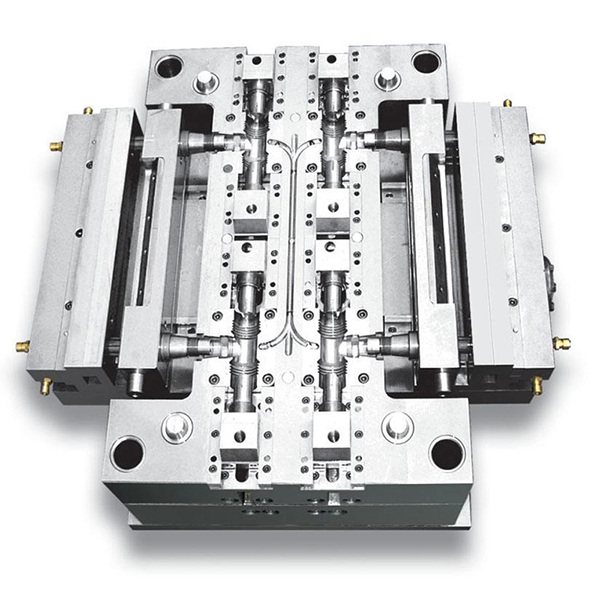
Благодаря этой технологии расплавленный металл может подаваться либо под давлением, либо просто самотеком. Когда деталь окончательно остынет, что может занять до минуты в зависимости от размера детали и толщины стенки, ее можно извлечь из формы. Вы можете удалить излишки материала с затворов, направляющих и разделительной линии вручную или с помощью пресс-формы.
Формы для литья под давлением служат долго; в некоторых случаях из одной только формы можно изготовить до миллиона деталей (по сравнению с MIM-формами, которые, если повезет, изготавливаются за пару сотен тысяч). Детали, отлитые под давлением, также не дают усадки. Однако у этого типа литья есть некоторые потенциальные недостатки. Например, его лучше всего использовать с цветными металлами. Черные металлы, как правило, имеют очень высокую температуру плавления, что в конечном итоге может значительно ускорить разрушение форм. Кроме того, если вы впрыскиваете расплавленный металл при высоких давлениях и температурах, газы очень легко задерживаются в материале. Это может сделать деталь пористой и снизить ее механическую прочность, в то время как детали из MIM имеют возможность избавиться от любых захваченных газов во время спекания.
Литье металла под давлением (MIM) – это процесс, разработанный для формования материалов с высокой температурой плавления, таких как сталь. Существуют и другие факторы, влияющие на MIM, которые важны при рассмотрении конкретной детали или проекта. Металлы с высокой температурой плавления не подходят для литья под давлением – при литье под давлением вы расплавляете металл и используете давление для впрыскивания расплавленного материала в полость или инструмент, аналогично литью под давлением. Вы могли бы использовать MIM вместо литья под давлением, если вам нужна нержавеющая сталь или другие стали / материалы с очень высокой температурой плавления. Литье под давлением в основном применяется только для алюминия и цинка.