
Что такое литье под давлением?
2024-11-15
Литье под давлением – это вид литья под давлением, который предполагает использование металлической формы, обычно изготовленной из высококачественных жаропрочных марок стали, в которую заливается цветной металл, такой как алюминий или цинк. По сути, полости пресс-формы или штампа придается необходимая форма, и расплавленный металл подается в нее под давлением и с высокой скоростью.
Существует два основных типа литья под давлением: литье под низким давлением (LPDC) и литье под высоким давлением (HPDC). LPDC требует, чтобы металл заливался в форму при низком давлении, примерно от 2 до 15 фунтов на квадратный дюйм, и требует более контролируемого и щадящего подхода, который занимает больше времени, поскольку давление инертного газа мягко выталкивает сплав вверх по форме. Процесс впрыска сплава в пресс–форму при более высоком давлении, примерно 1500-25 400 фунтов на квадратный дюйм, происходит быстрее, чем процесс впрыска сплава в пресс-форму при низком давлении, обычно требуется от 10 до 100 миллисекунд, чтобы ввести сплав в пресс-форму с помощью высокоскоростного поршня. Он лучше подходит для крупносерийного производства и изготовления деталей с очень жесткими допусками.
Помимо этого, литье под давлением в целом также можно классифицировать в зависимости от типа камеры: горячее или холодное. Литье под давлением в горячей камере – это процесс нагрева металла внутри литейной машины. Многие заказчики предпочитают этот метод при работе со сплавами олова, магния, свинца и другими металлами с более низкой температурой плавления. При литье под давлением в холодной камере металл предварительно нагревается в печи перед подачей в литейную машину. Наши клиенты считают, что этот метод идеально подходит для обработки латуни, меди, алюминия и других металлов с высокой температурой плавления.
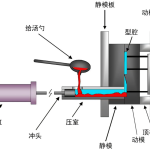
Процесс литья под давлением начинается со специальной закрытой полости стальной матрицы, в которую под давлением принудительно впрыскивается расплавленный металл. Эта матрица состоит из двух основных частей, подвижной и неподвижной, которые крепятся к плитам машины для литья под давлением. Сама машина имеет на одном конце механизм впрыска, который использует как гидравлику, так и сжатый газ для продвижения поршня вперед, а на другом конце – зажимной механизм, который использует гидравлику и механические переключатели. Конструкция гарантирует, что машина выдерживает сильное давление во время литья, а матрица остается плотно закрытой по мере затвердевания металлической детали. Примечательно, что этот процесс позволяет всего за несколько секунд превратить расплавленный металл в твердую деталь, имеющую форму, близкую к сетчатой. Вы можете увидеть все различные детали, задействованные на приведенной ниже диаграмме.
Для производства HPDC обычно используются цветные металлы, потому что они просто отвечают всем требованиям. Алюминий (особенно марки 380, 390, 412, 443 и 518) широко используется, поскольку он обладает стабильными размерами, устойчивостью к коррозии, электропроводностью и способен выдерживать высокие температуры. По сравнению с алюминиевыми и цинковыми сплавами (такими как Zamak 2, Zamak 3 и Zamak 5), у них более низкая температура плавления, но они прочные и пластичные и могут использоваться как в системах горячего, так и холодного литья под давлением.
Другим вариантом является магний, поскольку это самый легкий конструкционный металл, хорошо поддающийся механической обработке и подходящий для литья под давлением в горячей камере благодаря более низкой температуре плавления. Многие заказчики предпочитают использовать магний (например, AE42, AM 60, AS 41B и AZ91D) для некоторых автомобильных и аэрокосмических компонентов, который идеально подходит для применений с высоким соотношением прочности и веса. В дополнение к вышеупомянутым отраслям промышленности, эти материалы также используются в процессе литья под давлением для изготовления таких предметов, как бытовая электроника и другие декоративные изделия, требующие сложной формы или тонких стенок.
Некоторыми недостатками этого процесса являются его высокая первоначальная стоимость и материальные ограничения (он может работать только с цветными металлами). Для литых деталей, как правило, существуют ограничения по размеру, и это может привести к проблемам с пористостью, холодным замыканиям (когда два фронта расплавленного металла встречаются, но не соединяются должным образом, создавая слабое место) и неправильному расходованию, что приводит к неполному литью или неполноформованным деталям. При этом могут образоваться избыточные тонкие слои металла, которые необходимо обрезать. Однако это можно свести к минимуму, плотно зажав половинки формы. Наконец, это может привести к образованию пузырьков — разновидности газовой пористости, которая выглядит как пузырьки на поверхности. Если вы постараетесь свести к минимуму количество задержанного воздуха, возможно, вам удастся избежать этого.